 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Thuis
>
Producten > Schimmel voor kleine huishoudelijke apparaten
>
Kunststof sapcentrifuge-schaalvorm
Producten
- Grote huishoudapparaatvorm
- Schimmel voor kleine huishoudelijke apparaten
- Kunststof huishoudelijke onderdelen mal
- Kunststof medische apparatuur mal
- Kunststof kantoorfaciliteiten mal
- Kunststof auto-onderdelen mal
- Kunststof motorfietsonderdelen mal
- Schimmel voor huisdierproducten
- Stoel kunststof mal
- Kunststof industriële onderdelen mal
- Kunststof krat spuitgietmatrijs
- Kunststof kinderproducten mal
- Kunststof dunwandige mal
- PET-voorvormen en dopvorm
- Kunststof pijpfittingvorm
- Plastic producten
- Andere mallen










Kunststof sapcentrifuge-schaalvorm
Als professionele fabrikant willen wij u graag een hoogwaardige kunststof sapcentrifugevorm bieden. En wij bieden u de beste after-sales service en tijdige levering. Wij zijn een professionele fabrikant van China Plastic Juicer Shell Mold, als u meer wilt weten, kunt u contact met ons opnemen.
Om een goed figuur op te bouwen, zullen veel mensen zelf een kopje sap maken in plaats van melkthee, het is gezond en voedzaam, dus het is goed voor je om een nieuw ontwerp sapcentrifugevorm 2021 hete verkoop te maken.
Om een goed figuur op te bouwen, zullen veel mensen zelf een kopje sap maken in plaats van melkthee, het is gezond en voedzaam, dus het is goed voor je om een nieuw ontwerp sapcentrifugevorm 2021 hete verkoop te maken.
Model:HM-03 Plastic Juicer Shell Mould
Stuur onderzoek
Productomschrijving
Als professionele fabrikant willen wij u graag een hoogwaardige kunststof sapcentrifugevorm bieden. En wij bieden u de beste after-sales service en tijdige levering.

Plastic Juicer Shell-vorminformatie
Basismateriaal sapcentrifuge: ABS
Materiaal sapcentrifugebeker: AS
Vormstaal: P20
Vormplaat: C45
Bewegende delen: P20-verwarmingsbehandeling
Injectiemethode: uitwerpplaat
Koelsysteem: watercyclus van hoge kwaliteit
Vormholte: accessoires: 1+1+1
lichaam: enkel
Loper: Koude loper
Oppervlaktebehandeling: Pools
Levertijd: 50 dagen
Levensduur schimmel: 500.000 opnamen
Vormgrootte: 420*450*390mm
Injectiemachine: 200T
Juicer Shell-vormontwerp
Hongmei heeft 5 uitstekende product- en matrijsontwerpers, ze hebben meer dan 10 ervaring en zijn bekwaam in het tekenen van matrijskoelsystemen en uitwerpsystemen.
Over deze Juice shell-vorm stelt de ontwerper 2 maten dia's voor, neemt de ontwerpstructuur van de elastische rijpositie van de voorste mal over en het uitwerpsysteem kiest de uitwerpplaat geduwd door een oliecilinder. Deze malstructuur is zeer beschikbaar en geschikt.
Er is nog steeds een heel belangrijk geval over de mal voor kleine huishoudelijke apparaten, waarbij elk onderdeel wordt gemonteerd, dus we ontwerpen dit type mal. Let op de kunstlijn, de onderdeellijnontwerpbehoefte volgens deze kunstlijn, en gebruik de precisiebewerking om te krijgen het prachtige oppervlak.
Hot Runner of Cold Runner?
De meeste onderdelen kunnen een hot runner kiezen om ook een koude runner te maken.
Hoe kunnen we het runnersysteem voor de schaalvorm van de sapcentrifuge kiezen?
* Afhankelijk van uw budget: de prijs van cold runner is lager dan die van hot runner
* Volgens de kenmerken van de onderdelen: oppervlaktedelen kunnen een hotrunner kiezen, en binnenreserveonderdelen kunnen we een koude runner kiezen
* Volgens schimmelbehoud: reparatie van koude runners is eenvoudiger dan hot runner en kost lager
* Volgens de materiaalprijs: als de grondstofprijs erg hoog is, heeft de hotrunner geen lange poort, dus het zal ons helpen het materiaal te verminderen
Het kiezen van een geschikte poort is belangrijk voor de kunststof sapcentrifugevorm
Huishoudelijke apparaten hebben een glad en netjes oppervlak nodig, dus het ontwerp van de matrijs is erg belangrijk, inclusief het ontwerp van de poort.
1. Eisen waaraan de poortlocatie moet voldoen
-Uiterlijkvereisten (poortmarkeringen, laslijnen)
-Productfunctie-eisen
- Schimmelverwerkingsvereisten
-Kromtrekken van het product
-Het poortvolume is niet eenvoudig te verwijderen
-Het vormproces is eenvoudig te controleren
2.Impact op productie en functie
De stroomlengte bepaalt de injectiedruk, de klemkracht, en het verkorten van de volledige stroomlengte wanneer het product niet gevuld is, kan de injectiedruk en klemkracht verminderen.
De poortpositie heeft invloed op de houddruk, de grootte van de houddruk en of de houddruk in evenwicht is. Houd de poort uit de buurt van de belaste positie van het product (zoals het lager) om restspanning te voorkomen. Bij de poortpositie moet rekening worden gehouden met uitlaatgassen om windaccumulatie te voorkomen. Als dit gebeurt, plaats de poort dan niet op het zwakkere of ingebedde deel van het product om verkeerde uitlijning te voorkomen.
Wat is AS-materiaal?
Styreen-acrylonitrilhars is een copolymeerkunststof bestaande uit styreen en acrylonitril. Het wordt ook wel SAN genoemd. Het wordt veel gebruikt in plaats van polystyreen vanwege de grotere thermische weerstand. De ketens bestaan uit tussen de 70 en 80 gew.% styreen en 20 tot 30% acrylonitril. Een groter acrylonitrilgehalte verbetert de mechanische eigenschappen en chemische bestendigheid, maar geeft ook een gele tint aan de normaal transparante kunststof.
Wat is AS-materiaalgebruik?
Toepassingen zijn onder meer voedselcontainers, waterflessen, keukengerei, computerproducten, verpakkingsmateriaal, batterijhouders en optische plastic vezels.
Juicer Shell-vormverwerking
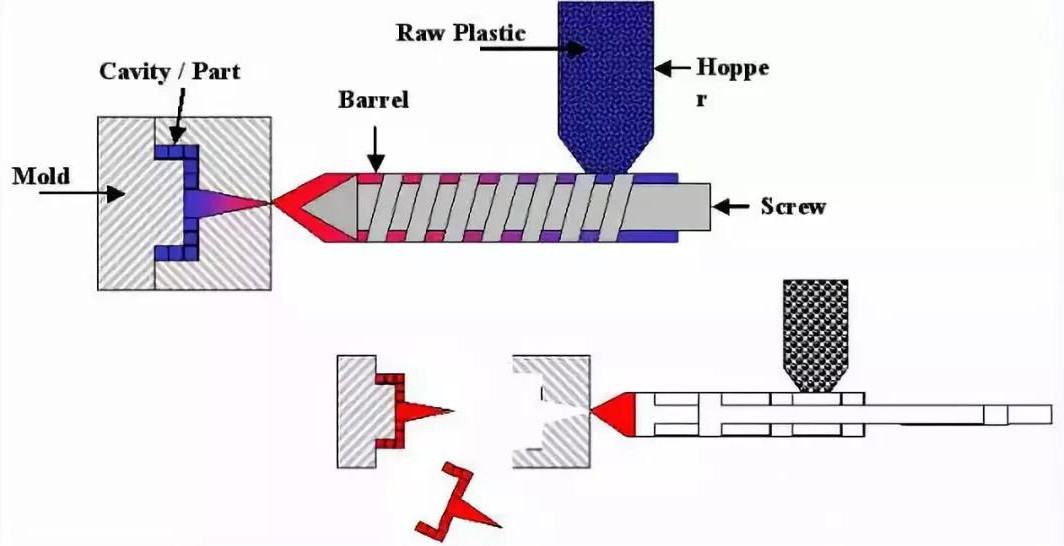
Spuitgieten is een productiemethode waarbij onderdelen worden vervaardigd door materiaal in een mal te injecteren. De belangrijkste manier om kunststoffen te verwerken is spuitgieten. Bij dit proces wordt het plastic in de trechter geplaatst, waarna de trechter het plastic verwarmt en injecteert, dat door een lange kamer en een heen en weer gaande schroef wordt geduwd. Daarna wordt het verzacht tot een vloeibare toestand. Het mondstuk bevindt zich aan het uiteinde van de holte en het vloeibare plastic wordt door het mondstuk gedwongen af te koelen, waardoor de mal wordt gesloten. Wanneer het plastic afkoelt en stolt, verlaat het halffabricaat de pers.
Neem contact met mij op
Hottags: Plastic Juicer Shell-vorm, China, Aangepast, Kwaliteit, Mode, Nieuwe stijl, Hot Selling, Populair, Goedkoop, Koop, Nieuwste verkoop, Groothandel, Nieuwste, Lage prijs, Fabriek, Gemaakt in China, Prijs, Fabrikanten, Leveranciers, OEM, ODM , Op tijdige levering, gratis monster
Productlabel
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.









X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid