 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


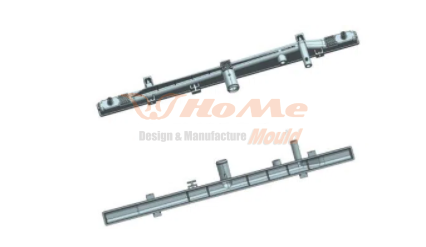
Autocar tankradiator spuitgietmatrijs
Autocar tankradiator spuitgietmatrijs
Schimmelbeschrijving
Vormstaal: P20
Vormholte: enkelvoudig of meervoudig
Productmateriaal: PA66+GF30%
Injectiesysteem: Cold Runner
Uitwerptype: uitwerppen
Cyclustijd: 50S
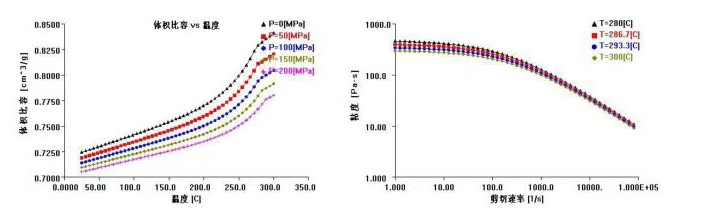
Waarom kiezen voor tankradiatormateriaal PA66+GF30%?
Met de ontwikkeling van lichtgewicht auto's zijn in de praktijk de bovenste en onderste tankradiatoren verdwenenAutocar tankradiator spuitgietmatrijsworden vervangen door technische kunststoffen in plaats van koper, waarbij meestal nylon 66 wordt gebruikt om glasvezelmateriaal toe te voegen. PA66 heeft een goede weerstand tegen hoge temperaturen en corrosie, zodat de onderdelen van de waterkamer intact zijn en niet verbogen. De bovenste en onderste tankauto's worden vervangen door technische kunststoffen in plaats van koper, waarbij meestal nylon 66 wordt gebruikt om glasvezelmateriaal toe te voegen. PA66 heeft een goede weerstand tegen hoge temperaturen en corrosie, zodat de waterkameronderdelen intact zijn en niet verbogen. Tegelijkertijd heeft het een goede ductiliteit en mooie onderdelen voor tankradiatoren.
Structuur van de mal van de tankradiator
Bij het bepalen van de matrijsstructuur moet rekening worden gehouden met het matrijssysteem en de feitelijke productiesituatie. OmdatAutocar tankradiator spuitgietmatrijsproducten zijn zijdelingse kerntrekkende structuur, dus het gebruik van een mal een holtevormstructuur, poort met behulp van testpoort. Automatische tankradiator bestaat uit lange rechte stukken, wanneer de poort lange rechte stukken in het midden van de onderdelen wordt geplaatst, zal er plastic verschijnen tijdens het vullen van gesmolten moleculen en vezeloriëntatie, er vindt een andere oriëntatie van het product ten opzichte van de knik plaats, en evenwijdig aan de richting en loodrecht aan de stroom zal de neiging hebben tot spanningsscheuren, omdat loodrecht op de stroom van lage sterkte, meer vatbaar voor spanningsscheuren. Daarom besloten de matrijsontwerpingenieurs van Hongmei om de poort aan het ene uiteinde van het product te plaatsen.
Productontwerpinspectie:
Welk productontwerp ook gemaakt door HONGMEI MOLD of aangeboden door klanten, we maken altijd allround analyses en inspecties, zoals de haalbaarheid van het Plastic Molding-proces, de structuur en de haalbaarheid van de beweging van Plastic Molds, alle gerelateerde plastic componenten die overeenkomen met de situatie, enz. Het kan Plastic Molds vermijden wijzigings-, schroot- en andere onnodige reparatiewerkzaamheden aan plastic mallen, die worden veroorzaakt door ontwerpfouten in het product. Wij zijn van mening dat als we nog eens 10 minuten aan het ontwerp besteden, de productie met een maand kan worden verminderd.
Met nauwkeurige analyse, voorzien van rationaliteitsanalyse voor het ontwerp van Plastic Moulds, de beste verwerkingsanalyse en de toepassing van de Plastic Moulds-structuur, biedt het de meest professionele oplossingen met de meest geschikte Plastic Moulds-prestaties en technische specificatie zoals vereist door de klant.
De inspectie omvat vele aspecten, zoals de intensiteit van Plastic Molds, analyse van de matrijsstroom, het uitwerpen van Plastic Molds, het koelsysteem, de rationaliteit van het geleidingssysteem, de toepassing van de specificatie van Plastic Molds-reserveonderdelen, de machineselectie van de klant en de toepassing van speciale vereisten, enz. Alle hiervan moeten worden geïnspecteerd volgens de HONGMEI MOLD Plastic Molds-ontwerpnorm.
Inkoopkeuring staal:
Er is een strikt inspectieproces en tijdscontrole bij de aankoop van reserveonderdelen, de standaardisatie van de onderdelen, de maatprecisie, de hardheid van het materiaal van Plastic Molds en de detectie van materiaalfouten, enzovoort.
Matrijzenbouw is niet alleen matrijsontwerp, CNC-verwerking en assemblage. Een goed matrijsbedrijf maakt zich hier niet alleen zorgen over, ze zullen meer aandacht besteden aan de details, zoals matrijsstroom, matrijsgroottecontrole, matrijs-CNC-precisie, waterkanaalcontrole en matrijspolijstgraad.

Inspectieapparatuur
1. schuifmaat
2. Multimeter
3. Hardmeter
4. Meetlint
5. Micrometer-remklauwen
6. CMM-machine
Uiterlijkinspectienormen
1. De maat van de malbasis moet standaard zijn
2. Netjes en glad oppervlak van de malbasis
3. Vormstaal moet hetzelfde zijn als het contract
Vormstructuur
1. Redelijke vormstructuur
2. De glijbanen moeten glad zijn en een verwarmingsbehandeling nodig hebben. Er zit een oliegroef op de glijbaan
3. Lifter, inzetstuk en injectiepen, bus moeten soepel werken.
Koelsysteem
1. Redelijk cycluskoelsysteem
2. Glad waterkanaal, geen lekwater en lucht
3. De interfacegrootte van het waterkanaal moet hetzelfde zijn als op de tekening
Injectiesysteem
1. De plaats van de ring moet geschikt zijn voor de injectiemachine, de grootte van de hoofdrail en de helling moeten redelijk zijn
2. De voedingsmethode en de takloper moeten in een redelijke positie zijn, de poort kan gemakkelijk vallen
3. Redelijk scheidingslijnontwerp
4. Some mould marked date of day/Month/Year or material or logo
5. De injectiepen moet geschikt zijn voor het ontwerp
Stuur onderzoek



X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid