 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Vormontwerp voor voedselcontainers
Producteigenschappen:
1. Structurele kenmerken
De wegwerpbare fastfooddoos heeft een relatief grote vorm en een dunne wanddikte van 0,35 ~ 0,5 mm.
2. Gebruikskenmerken
Vereisten voor het gebruik van wegwerpbare fastfooddozen: ten eerste, betrouwbare kwaliteit, inclusief betrouwbare sterkte van plastic onderdelen, mooi uiterlijk, niet-giftig en onschadelijk; ten tweede, lage productiekosten, inclusief enkele plastic onderdelen, lichtgewicht, lage materiaalprijs en hoog materiaalgebruik, productie. De verwerking is handig en de output is groot genoeg.
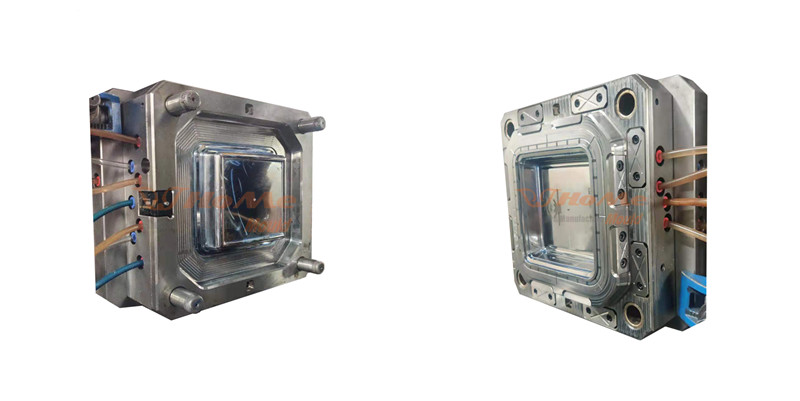
Vormstructuurontwerp:
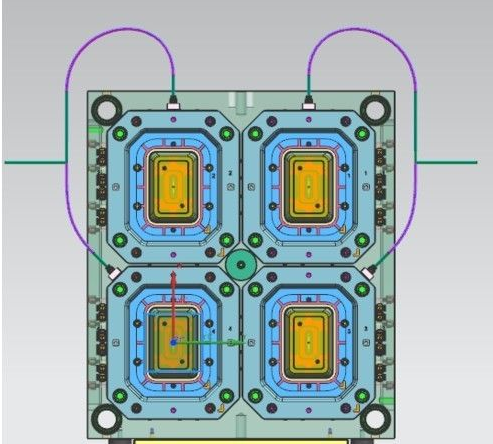
Rekening houdend met de kenmerken van wegwerpbare fastfooddozen, neemt het matrijsontwerp een matrijsstructuur met twee platen en 4 holtes aan. Daarnaast moet rekening worden gehouden met het schenksysteem, het koelsysteem en het uitwerpsysteem.
1. Ontwerp van het gietsysteem
Om de materiaalbenuttingsgraad volledig te verbeteren, en vanwege de slechte vloeibaarheid van polypropyleen (PP), moet een wegwerpsnackdoosje met een wanddikte van ongeveer 0,5 mm in korte tijd worden spuitgegoten. Het vormgietsysteem moet de vorm aannemen van een hotrunner. De hotrunner heeft de volgende voordelen: ① grondstoffen besparen; ② kan de vormkwaliteit van plastic onderdelen verbeteren; ③ helpen de productie-efficiëntie te verbeteren en geautomatiseerde productie te vergemakkelijken. Het nadeel is dat de temperatuur van de matrijs te hoog is en dat er aandacht moet worden besteed aan voldoende koeling, waardoor de productiekosten van de matrijs zullen stijgen. Door de voor- en nadelen van de hot runner volledig in ogenschouw te nemen, helpt het uiteindelijke gebruik van het hot runner-systeem de vormkwaliteit en productie-efficiëntie van de kunststof onderdelen te verbeteren.
2. Ontwerp van het koelsysteem
De functie van het koelsysteem is om de matrijs snel te laten afkoelen en de matrijstemperatuur te controleren. Omdat de temperatuur van PP-materiaal tijdens het spuitgieten 220 ~ 270 ℃ bedraagt, zal het redelijke ontwerp van het koelsysteem de koeltijd van kunststof onderdelen aanzienlijk verkorten, en dus de spuitgietcyclus verkorten. Vanwege de speciale structuur en eisen van de matrijs maakt het koelsysteem gebruik van koeling met meerdere lussen om de koeling van de gegoten kunststof onderdelen volledig te garanderen.
Omdat de matrijs een hotrunner-systeem gebruikt, zal de temperatuur van het hete mondstukgedeelte relatief hoog zijn en wordt er ook een koelsysteem aan het hete mondstuk van de hotrunner toegevoegd.

3. Ontwerp van het uitwerpsysteem
Door de grote vorm van de wegwerp fastfoodbox en de relatief dunne wanddikte hebben de kunststof onderdelen een grotere spankracht op de maldelen. Als een gewoon push-rod-uitdruksysteem wordt gebruikt, is het gemakkelijk om de kracht te concentreren op de positie van het push-rod-punt, en zullen de push-rod-markeringen het plastic aantasten. De vormkwaliteit van de onderdelen zal worden verbroken wanneer ernstig, resulterend in afvalproducten. Als het uitwerpen van het duwplaattype wordt gebruikt, wordt de schrootsnelheid verminderd, maar de duwplaatstructuur zal de overmatige beweging van de matrijs vergroten, de productiecyclus verlengen en de productie-efficiëntie verminderen.
De mal maakt gebruik van een meerpunts gasondersteunde uitwerpstructuur. Nadat de matrijs is geopend, wordt de lucht met een bepaalde druk in de holte geblazen om de kunststofdelen en de matrijs te scheiden. Meerpuntsgasondersteunde uitwerping heeft de volgende voordelen: ten eerste is het gemakkelijk om de druk te regelen en is de uitwerpkracht uniform, zodat de plastic onderdelen niet worden opgeblazen; ten tweede wordt de gasondersteunde uitwerping niet uitgeworpen → reset → opnieuw uitwerpen → opnieuw ingesteld, alleen de druk hoeft te worden geregeld en het gas kan op tijd worden uitgeblazen. Bespaar de vormtijd en verkort de vormcyclus.
Stuur onderzoek



X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid